Addio Polvere in Miniera: La Rivoluzione della Nebbia d’Acqua Ultrafine!
Ciao a tutti! Oggi voglio parlarvi di un argomento che mi sta molto a cuore, perché tocca la salute e la sicurezza di tante persone che lavorano in condizioni difficili: le miniere. Avete mai pensato a quanta polvere si solleva durante lo scavo di un tunnel sotterraneo, specialmente in una miniera di carbone? È un problema enorme, non solo per la visibilità, ma soprattutto per i polmoni di chi respira quell’aria giorno dopo giorno.
Il Nemico Invisibile: La Polvere nelle Gallerie di Scavo
Diciamocelo chiaramente: l’estrazione del carbone, nonostante l’avanzata delle nuove energie, è ancora fondamentale per l’economia globale. Pensate che nel 2023 la produzione mondiale ha superato per la prima volta i 9 miliardi di tonnellate! La Cina da sola ne produce più della metà. Con questa corsa all’estrazione, la meccanizzazione è diventata sempre più spinta. Macchine potenti scavano la roccia e il carbone, ma il rovescio della medaglia è una produzione massiccia di polvere di carbone.
Questa polvere non è solo fastidiosa. È pericolosa. Respirarla costantemente causa malattie professionali gravi come la pneumoconiosi. Anche se i numeri in Cina mostrano un calo negli ultimi anni, rimangono comunque altissimi. E non finisce qui: alte concentrazioni di polvere possono innescare esplosioni e incendi devastanti nelle miniere, con perdite economiche e, purtroppo, a volte anche di vite umane.
Insomma, ridurre la polvere nei tunnel di scavo è una priorità assoluta. Il problema è doppio:
- Le macchine moderne generano polvere con una grande energia cinetica, sparandola ovunque.
- Il flusso d’aria nei tunnel è complesso e rende difficile catturare queste particelle sospese.
Esistono metodi per abbattere la polvere, come quelli a umido (spray d’acqua) o a secco, ma spesso hanno dei limiti o addirittura effetti collaterali, specialmente negli spazi ristretti e affollati di macchinari di un tunnel.
La Nostra Idea: Un Sistema Intelligente a Nebbia d’Acqua
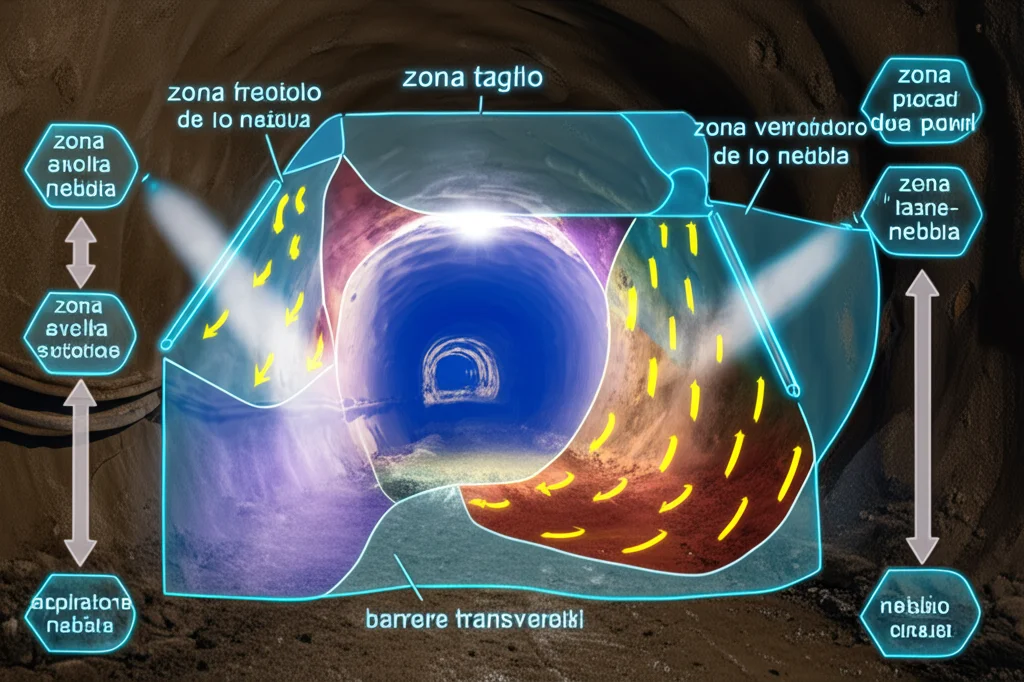
Ed è qui che entra in gioco la nostra ricerca! Abbiamo pensato: e se potessimo creare un sistema più efficace, che agisca in modo mirato e “a zone”? Così è nato il concetto di un sistema di abbattimento polveri multistadio a partizione con nebbia d’acqua ultrafine. Un nome un po’ lungo, lo so, ma l’idea è potente!
In pratica, abbiamo combinato diverse tecnologie:
- Atomizzatori sulla testa di taglio: Spruzzano una nebbia finissima proprio dove la polvere viene generata, catturandola sul nascere.
- Ventilatore umido per la rimozione della polvere: Aspira l’aria carica di polvere e nebbia, la “lava” e la purifica.
- Dispositivi di nebulizzazione a sezione completa: Creano delle vere e proprie “barriere” di nebbia più indietro nel tunnel, per bloccare la polvere che riesce a sfuggire alle prime fasi.
L’obiettivo? Creare zone distinte nel tunnel dove la polvere viene progressivamente catturata e abbattuta. Un approccio “step-by-step”, insomma.

Prima la Teoria: La Simulazione al Computer
Prima di installare tutto in una vera miniera, abbiamo usato la potenza dei computer. Grazie a software avanzati come COMSOL, abbiamo creato un modello 3D super dettagliato di un tunnel di scavo, basato sulle misure reali della miniera di Qipanjing. Abbiamo simulato tutto: il flusso d’aria generato dalla ventilazione forzata, il comportamento delle particelle di polvere, la diffusione della nostra nebbia d’acqua.
Abbiamo usato modelli matematici complessi (come le equazioni di Navier-Stokes mediate da Reynolds e il modello k-ε standard) per capire come si muove l’aria e come le particelle (polvere e goccioline d’acqua) vengono trasportate. È stato affascinante vedere virtualmente cosa succede là sotto!
Cosa abbiamo scoperto simulando la situazione *senza* il nostro sistema? Che la polvere è un vero disastro! Appena generata dalla testa di taglio, viene sparata all’indietro a velocità pazzesche (fino a 8 m/s!). In meno di un minuto (50 secondi), l’intero tunnel è saturo di polvere. Si formano anche vortici d’aria che intrappolano la polvere vicino alla cabina dell’operatore. Non proprio l’ideale.
La Simulazione con il Nostro Sistema: Musica per i Nostri Occhi!
Poi abbiamo “acceso” il nostro sistema nel mondo virtuale. E qui le cose sono cambiate radicalmente!
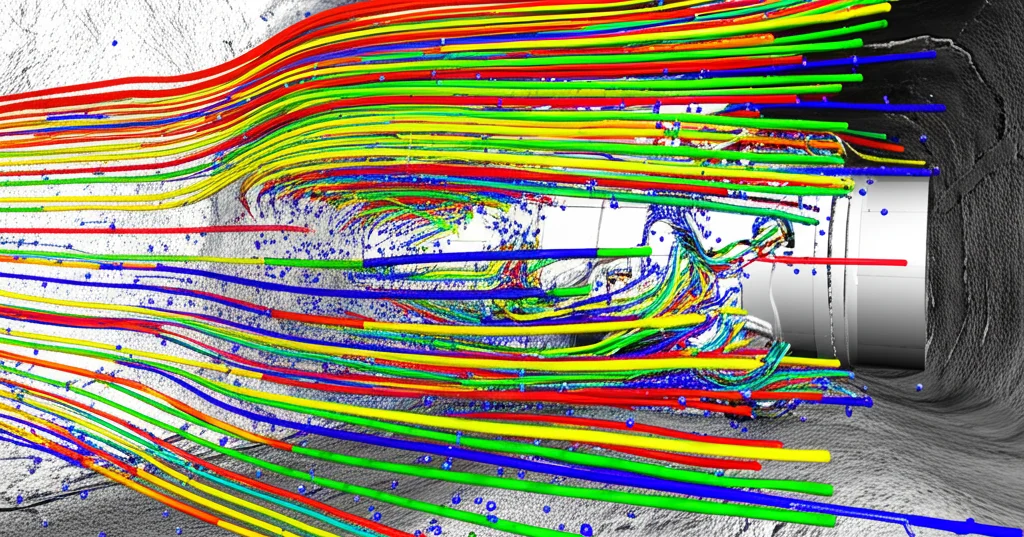
La simulazione ha mostrato che il flusso d’aria diventa più complesso, ma in modo controllato.
- Gli atomizzatori sulla testa di taglio creano un “bozzolo” di nebbia ad alta velocità (fino a 16 m/s!) che avvolge subito la zona di scavo.
- Il ventilatore umido crea una corrente d’aspirazione che attira polvere e nebbia, pulendo l’aria.
- Le barriere di nebbia a sezione completa (poste a 15 e 30 metri dalla fronte di scavo) spruzzano acqua dal basso verso l’alto, creando muri di nebbia che bloccano la diffusione della polvere residua verso il resto del tunnel. La loro velocità iniziale è alta (18 m/s) ma decade rapidamente, stabilizzandosi a circa 1 m/s.
E le particelle di nebbia? La simulazione ha mostrato che la nebbia degli atomizzatori sulla testa di taglio circonda la zona di scavo in appena 2 secondi! In 10 secondi, l’intera sezione del tunnel interessata dal sistema è coperta da una nuvola di micro-goccioline, con una velocità stabile intorno ai 2 m/s. Queste goccioline sono perfette per catturare le particelle di polvere.
Il risultato virtuale? Il tunnel viene effettivamente diviso in zone, con la polvere aggredita passo dopo passo. Esattamente quello che volevamo!
Dalla Teoria alla Pratica: Il Test sul Campo
Simulazioni fantastiche, ma la prova del nove è sempre la realtà. Siamo andati nella miniera di carbone di Qipanjing, nel fronte di scavo I040901, e abbiamo installato il nostro sistema. Abbiamo usato degli ugelli speciali, chiamati “ugelli di atomizzazione aerodinamica supersonica ad aspirazione d’acqua”. Questi cosi usano aria compressa per creare un flusso supersonico che polverizza l’acqua in goccioline minuscole (livello micron!) senza creare onde d’urto dannose. Sono super efficienti!
Abbiamo posizionato gli atomizzatori sulla testa di taglio del bestione che scava (un roadheader EBZ200), il ventilatore umido sul corpo macchina, e le due barriere di nebbia a 15 e 30 metri di distanza dalla fronte. Il tutto controllato da un sistema intelligente con sensori di polvere e infrarossi per ottimizzare il funzionamento.

Abbiamo poi misurato la velocità dell’aria reale nel tunnel con il sistema acceso e l’abbiamo confrontata con quella simulata. I risultati erano incredibilmente simili! Questo ci ha confermato che le nostre simulazioni erano accurate e che il sistema stava creando davvero quelle zone di controllo che avevamo previsto. Si vedeva chiaramente come la nebbia:
- Avvolgeva la testa di taglio, abbattendo la polvere alla fonte.
- Veniva aspirata dal ventilatore insieme alla polvere catturata.
- Formava barriere efficaci più indietro, impedendo alla polvere di diffondersi lungo il nastro trasportatore e nel resto del tunnel.
I Risultati? Oltre le Aspettative!
Ma la domanda fondamentale era: funziona davvero per ridurre la polvere? Abbiamo piazzato dei campionatori di polvere (modello AKFC-92A) in 5 punti strategici lungo il tunnel, all’altezza della zona di respirazione dei lavoratori: vicino alla testa di taglio, alla cabina, al punto di trasferimento del materiale, e dopo ognuna delle due barriere di nebbia.
Abbiamo misurato la concentrazione di polvere totale e di polvere respirabile (quella più fine e pericolosa che arriva nei polmoni) prima e dopo l’attivazione del nostro sistema. I risultati sono stati spettacolari!
Abbiamo ottenuto un’efficienza media di abbattimento del:
- 91.74% per la polvere totale!
- 93.4% per la polvere respirabile!
Sono percentuali altissime, che dimostrano l’incredibile efficacia del nostro sistema multistadio a nebbia ultrafine. Siamo riusciti a controllare in modo significativo l’inquinamento da polvere nel tunnel di scavo.

Conclusioni: Un Respiro d’Aria Pulita per i Minatori
Quindi, cosa abbiamo imparato da questa ricerca?
Che la polvere nei tunnel di scavo è un problema serio, che si diffonde rapidamente e ad alta velocità.
Che il nostro sistema di abbattimento a nebbia d’acqua ultrafine, con il suo approccio multistadio e a partizione, è una soluzione estremamente promettente.
Le simulazioni ci hanno aiutato a progettare e ottimizzare il sistema, prevedendo accuratamente il comportamento dell’aria e della nebbia.
I test sul campo hanno confermato l’efficacia straordinaria del sistema, con riduzioni della polvere superiori al 90%.
Questo sistema non è solo un pezzo di ingegneria avanzata, ma un passo concreto verso ambienti di lavoro più sicuri e salubri per migliaia di minatori. È la dimostrazione che tecnologia e ricerca possono fare davvero la differenza nella vita delle persone. E per me, questa è la soddisfazione più grande!
Fonte: Springer





