Acceleratori Stampati in 3D: Ho Visto il Futuro Multi-Materiale (ed è Fatto di Rame e Acciaio!)
Ciao a tutti! Oggi voglio raccontarvi di un’avventura tecnologica che mi ha davvero entusiasmato. Parliamo di acceleratori di particelle, quelle macchine incredibili che spingono protoni o elettroni a velocità folli per studiare la materia, curare malattie o persino sterilizzare il cibo. Ce ne sono oltre 40.000 nel mondo, ma diciamocelo: costruirli è spesso un’impresa costosa e complessa. Ed è qui che entro in gioco io, o meglio, la tecnologia con cui ho avuto a che fare: la manifattura additiva, conosciuta ai più come stampa 3D.
La Sfida: Acceleratori Complessi e Costosi
Immaginate di dover costruire un componente chiave di un acceleratore lineare (Linac), chiamato quadrupolo a radiofrequenza (RFQ). È una specie di “imbuto” super tecnologico che prende le particelle e inizia a metterle in riga e accelerarle. Tradizionalmente, si realizza assemblando tanti pezzi lavorati con macchine CNC, spesso in rame purissimo per le sue eccellenti proprietà elettriche. Poi bisogna saldare (brasare) tutto insieme, aggiungere flange in acciaio per il vuoto e la stabilità… insomma, un lavoro lungo, delicato e costoso.
Studi recenti hanno mostrato che la stampa 3D metallica, in particolare la fusione laser a letto di polvere (PBF-LB/M), può semplificare enormemente le cose. Si può stampare la cavità RF in rame quasi come un pezzo unico, riducendo i costi anche del 70% e migliorando le prestazioni. Fantastico, no? Beh, quasi.
C’è un “ma”. Stampare tutto in rame ha i suoi svantaggi. Il rame è relativamente morbido, quindi creare connessioni filettate robuste o le flange speciali (chiamate ConFlat® o CF) che garantiscono un vuoto spinto è difficile. Le flange CF usano bordi taglienti in acciaio che “mordono” una guarnizione in rame morbido, creando una sigillatura a prova di bomba (o meglio, a prova di molecola d’aria!). Con il rame stampato, si è costretti a usare guarnizioni O-ring in gomma o plastica. Queste però non amano le temperature estreme (né troppo alte per il “bake-out” che pulisce la camera a vuoto, né criogeniche) e col tempo possono degradarsi, rilasciare gas e compromettere il vuoto. Per molte applicazioni degli acceleratori, questo è un limite inaccettabile.
La Svolta: Stampa 3D Multi-Materiale!
E se potessimo combinare il meglio dei due mondi? Se potessimo stampare le parti interne, quelle che guidano le particelle, in rame (o una sua lega performante) e le parti esterne, come il guscio e le flange, in robusto acciaio, tutto in un unico processo di stampa? Sembra fantascienza, ma è esattamente quello che abbiamo esplorato!
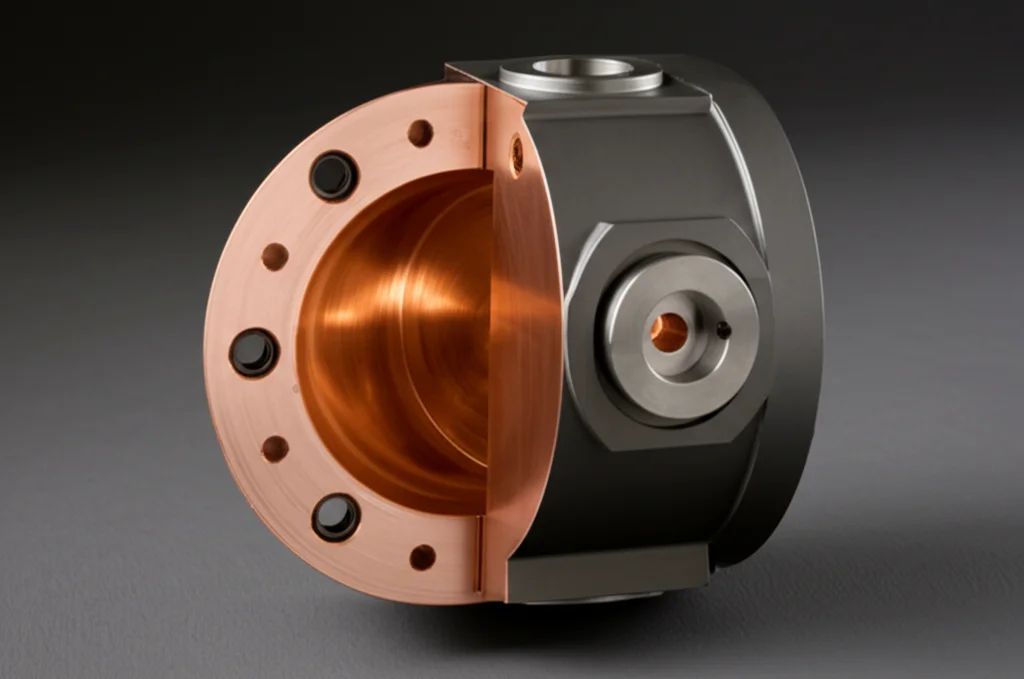
Per la prima volta, abbiamo realizzato un prototipo di RFQ usando una tecnica chiamata Multi-Material Laser Powder Bed Fusion (MM PBF-LB/M). Immaginate una stampante 3D super avanzata che, strato dopo strato, deposita prima la polvere di un materiale (nel nostro caso, una lega di rame-cromo-zirconio, CuCr1Zr, ottima per la conducibilità e più facile da stampare del rame puro), la fonde con il laser dove serve, aspira via la polvere in eccesso, poi deposita la polvere del secondo materiale (un acciaio per utensili, 1.2709), la fonde, aspira l’eccesso, e solo allora passa allo strato successivo.
Il nostro prototipo aveva la geometria interna complessa dell’RFQ in lega di rame e un guscio esterno in acciaio, con ben sei flange CF integrate direttamente nella stampa! Questo semplifica enormemente l’assemblaggio e ci permette di usare le affidabili guarnizioni in rame.
Test sul Campo (o meglio, in Laboratorio)
Ovviamente, non basta stampare un bel pezzo. Dovevamo verificare se funzionava davvero. Abbiamo sottoposto il nostro prototipo a una serie di test rigorosi:
- Precisione Geometrica: Abbiamo scansionato il pezzo con uno scanner 3D ad alta precisione per vedere quanto fosse fedele al progetto originale.
- Rugosità Superficiale: Abbiamo misurato la “ruvidità” delle superfici interne, un fattore cruciale per le prestazioni RF.
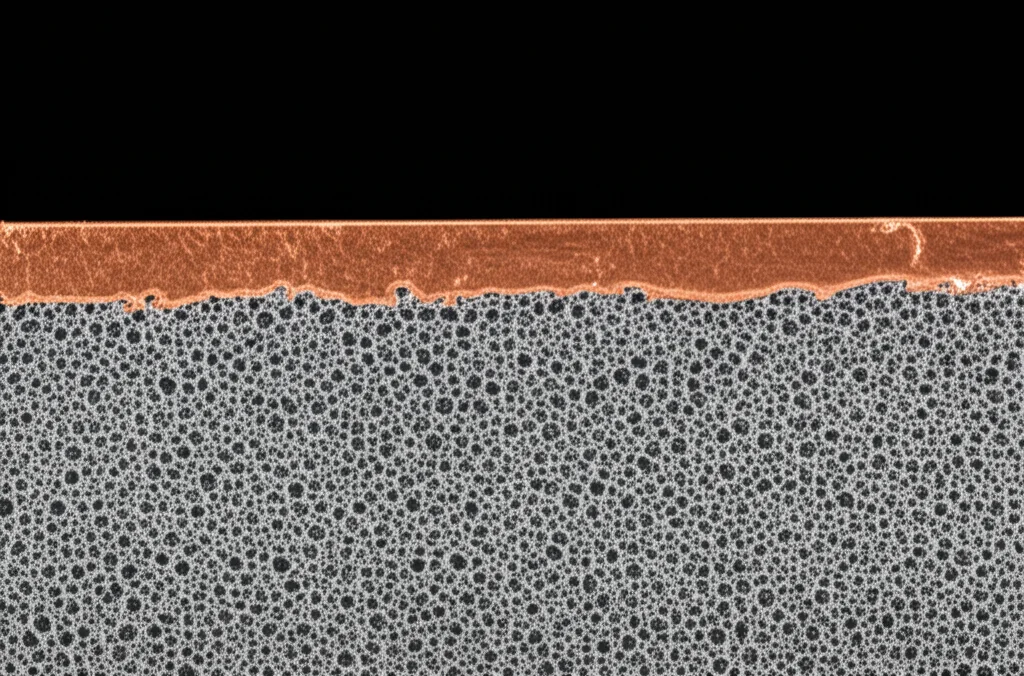
- Microstruttura: Abbiamo analizzato al microscopio la zona di transizione tra rame e acciaio per verificare la qualità della fusione.
- Tenuta al Vuoto: Abbiamo collegato una pompa turbo-molecolare e misurato quanto in basso potesse scendere la pressione interna.
- Prestazioni RF: Abbiamo misurato la frequenza di risonanza (fR) e il fattore di qualità (Q0), due parametri chiave che indicano l’efficienza della cavità nell’accelerare le particelle.
Abbiamo anche fatto simulazioni al computer (FEA) per assicurarci che il pezzo potesse reggere la pressione dell’acqua di raffreddamento e il vuoto interno senza deformarsi in modo inaccettabile.
Cosa Abbiamo Scoperto: Luci e Ombre
I risultati sono stati davvero incoraggianti, anche se non perfetti. La notizia bomba è che sì, è possibile produrre cavità RF multi-materiale con questa tecnica! Siamo riusciti a raggiungere una pressione interna inferiore a 8.3 ∙ 10–8 mbar, un livello di vuoto ottimo per la maggior parte delle applicazioni Linac, grazie alle flange CF in acciaio integrate. Addio O-ring!
Tuttavia, abbiamo anche identificato aree di miglioramento. La precisione geometrica, specialmente nelle parti più delicate delle “palette” interne (vanes), non era ancora ottimale, con deviazioni che superavano le tolleranze richieste. Questo ha probabilmente contribuito a una frequenza di risonanza misurata leggermente diversa da quella simulata.
La rugosità superficiale era ancora troppo alta. Nelle cavità RF, le correnti ad alta frequenza scorrono solo in uno strato superficiale sottilissimo (effetto pelle). Una superficie ruvida aumenta la resistenza e riduce drasticamente il fattore di qualità Q0. Il nostro Q0 misurato era significativamente inferiore a quello simulato, e la rugosità è la principale indiziata. Sarà necessario un post-processing (come lucidatura chimica o elettrolitica) per levigare le superfici.
Infine, l’analisi microscopica ha rivelato la presenza di piccole crepe nella zona di transizione tra i due materiali, probabilmente dovute a un eccessivo apporto di energia durante la fusione in quell’area delicata. Questo non ha compromesso la tenuta al vuoto generale nel nostro test, ma è un aspetto da ottimizzare per garantire la massima affidabilità e migliorare ulteriormente le prestazioni del vuoto (meno “perdite virtuali”).

Il Futuro è Multi-Materiale: Cosa Ci Aspetta?
Nonostante le sfide, questo lavoro apre scenari davvero affascinanti. Abbiamo dimostrato che la stampa 3D multi-materiale può superare alcuni limiti importanti della stampa mono-materiale per le cavità RF.
Certo, abbiamo usato una lega CuCr1Zr invece del rame puro. Questa lega è più facile da stampare e più resistente, ma ha una conducibilità elettrica e termica leggermente inferiore. In futuro, però, ci aspettiamo che la tecnologia MM PBF-LB/M diventi capace di processare anche il rame puro, combinandolo con l’acciaio. Questo potrebbe portare a prestazioni RF ancora migliori.
Ma le possibilità non finiscono qui! Pensate a cosa potremmo fare:
- Progettare strutture interne con materiali diversi per controllare l’espansione termica e rendere le cavità insensibili alle fluttuazioni di temperatura.
- Integrare strutture a nido d’ape in acciaio per isolare termicamente specifiche zone.
- Stampare direttamente uno schermo anti-radiazioni (magari in piombo o tungsteno?) attorno alle aree critiche, riducendo i costi per i bunker di protezione.
- Realizzare bersagli per la produzione di raggi X (es. in tungsteno) con sistemi di raffreddamento integrati, tutto nello stesso processo di stampa.
Insomma, la stampa 3D multi-materiale ha il potenziale per trasformare radicalmente il modo in cui progettiamo, costruiamo e utilizziamo gli acceleratori di particelle, rendendoli più performanti, affidabili e magari anche un po’ meno costosi. Per me, è stato un privilegio dare una sbirciatina a questo futuro!
Fonte: Springer





