
Microlenti da Sogno: Come Ho Domato le Vibrazioni Nascoste nella Tornitura a Diamante!
Ciao a tutti! Oggi voglio portarvi con me in un viaggio affascinante nel mondo della micro-ottica, un universo dove la precisione è tutto e ogni minuscolo dettaglio può fare la differenza tra un componente rivoluzionario e un… beh, un costoso fermacarte. Parleremo di microlenti, quelle piccole meraviglie che si trovano in un sacco di dispositivi high-tech, e di come siamo riusciti a renderle ancora più perfette.
Le array di microlenti, o matrici di microlenti se preferite, sono componenti cruciali in un sacco di aggeggi che usiamo ogni giorno o che stanno plasmando il futuro. Pensate ai sensori per l’imaging ad alta risoluzione nell’elettronica di consumo, alle ottiche dei telescopi che scrutano l’universo, ai dispositivi oftalmici per tenere a bada la miopia (specialmente nei più piccoli!), ai visori AR/VR che ci proiettano in mondi virtuali, e ai sistemi di rilevamento per le tecnologie autonome, come le auto che si guidano da sole. Insomma, sono dappertutto e la loro importanza è in continua crescita!
Una delle applicazioni più fighe, secondo me, è nei sensori di fronte d’onda Shack-Hartmann (SHWS). Nati per correggere le aberrazioni atmosferiche nelle immagini satellitari, questi sensori, grazie alle microlenti, misurano gli errori del fronte d’onda con una precisione pazzesca. Ma non finisce qui: le microlenti sono vitali anche per omogeneizzare i fasci laser, trasformando distribuzioni di intensità irregolari in profili “top hat” belli uniformi. E che dire degli occhiali per bambini che rallentano la progressione della miopia? Sì, anche lì ci sono di mezzo le microlenti!
La Sfida della Perfezione: Entra in Scena il Fast Tool Servo (FTS)
Per fabbricare questi gioiellini ottici con la qualità superficiale e l’accuratezza di forma richieste, si usa spesso la lavorazione a diamante di ultraprecisione. Tecniche come la micro-fresatura e il “fly-cutting” sono versatili, ma a volte la velocità di processo può essere un collo di bottiglia. Ed è qui che entra in gioco la tornitura a diamante, un processo fondamentale per superfici a simmetria rotazionale, capace di raggiungere accuratezze nanometriche. Ma per forme complesse come le array di microlenti, serve qualcosa in più: la tecnologia di tornitura a diamante basata su Fast Tool Servo (FTS).
L’FTS è un sistema che permette di fabbricare forme complicate – ottiche freeform, superfici strutturate, e appunto, array di microlenti – con una produttività molto più alta rispetto ai metodi convenzionali come il Slow Tool Servo (STS) o la micro-fresatura. Immaginate un utensile da taglio che si muove a velocità incredibili e con precisione atomica, guidato da un “cervello” elettronico. Fantastico, no? Beh, quasi.
Il problema è che, come in tutte le cose super veloci e precise, la dinamica del sistema gioca un ruolo cruciale. Se il sistema FTS non risponde perfettamente ai comandi, o se ci sono delle “incertezze” nel suo movimento, queste si traducono in imperfezioni sulla superficie della lente. In particolare, ero molto interessato a capire la formazione dell’ondulazione superficiale (surface waviness), un nemico subdolo per le prestazioni ottiche.
L’Indagine: A Caccia di Onde Anomale
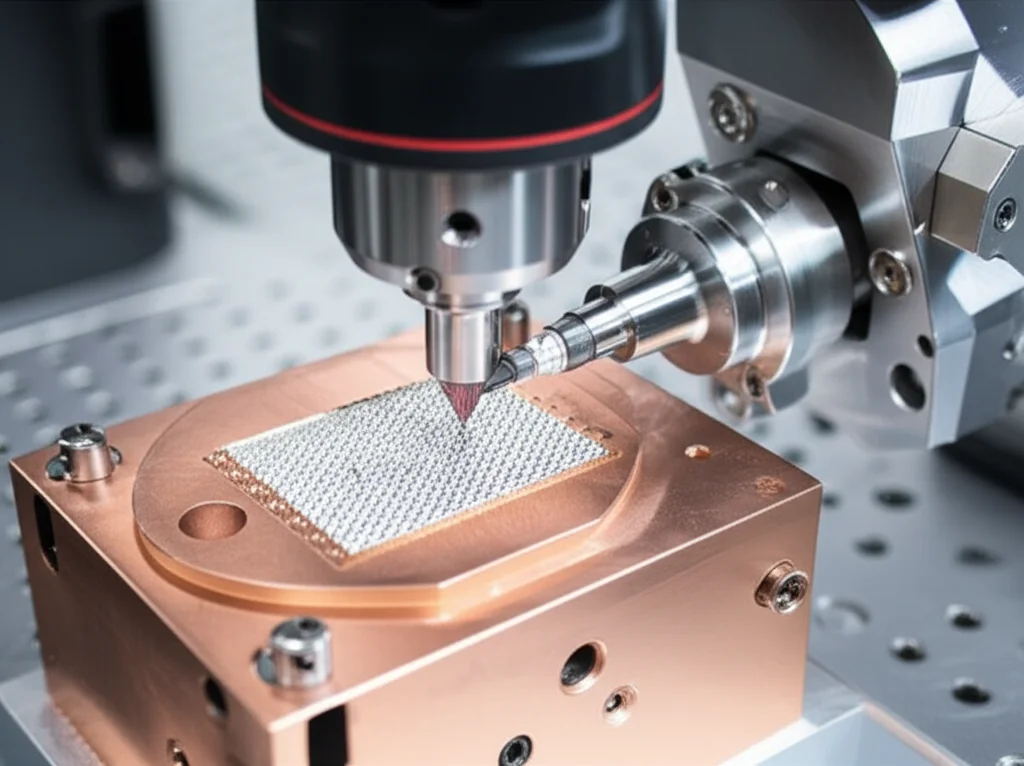
Quindi, cosa abbiamo fatto? Ci siamo messi al lavoro! Abbiamo preso una macchina per tornitura a diamante di ultraprecisione (una Nanoform X, per i più curiosi), equipaggiata con un sistema FTS (un FTS5000), e abbiamo iniziato a lavorare delle array di microlenti su un pezzo di rame purissimo. Il rame è ottimo perché riduce l’influenza dell’usura dell’utensile sulla forma finale.
Il design delle nostre microlenti era pensato per applicazioni di imaging, dove la topografia superficiale, e specialmente l’ondulazione, è super critica. Abbiamo progettato un array 10×10, con ogni singola lente avente caratteristiche specifiche per poter essere analizzata individualmente con un profilometro ottico a interferometria a scansione di coerenza (CSI).
Una cosa importante da considerare con l’FTS sono i suoi limiti di accelerazione. Il nostro sistema ha un limite di 25 G continui. Quindi, abbiamo dovuto calcolare i parametri di taglio – come la velocità del mandrino – per non superare questa soglia. Con i parametri iniziali (mandrino a 125 rpm), l’accelerazione massima era di 22 G, quindi eravamo a posto.

Una volta lavorati i campioni, abbiamo iniziato le misurazioni. Abbiamo selezionato tre posizioni su ogni array: una vicino al bordo, una a metà strada e una vicino al centro. Dopo aver rimosso la forma nominale dai dati di misurazione (con un polinomio di quarto ordine) e aver applicato un filtro gaussiano per eliminare il rumore, abbiamo guardato la rugosità superficiale (Sq). Più ci si avvicinava al centro di rotazione, più bassa era la rugosità. Ma la cosa più interessante era che sulle lenti più esterne si vedeva un pattern di ondulazione ben distinto! Sulle lenti centrali, invece, quasi nulla.
Svelare il Mistero: la Dinamica del Servo Sotto la Lente
Analizzando le lenti agli angoli dell’array, che si trovavano tutte alla stessa distanza dal centro di rotazione (e quindi avevano la stessa velocità superficiale), abbiamo notato che il pattern di ondulazione era simile ovunque. E, cosa ancora più interessante, le posizioni di massima ondulazione erano allineate con la direzione della traiettoria dell’utensile. Sembrava proprio che l’ondulazione fosse legata a come l’utensile iniziava il taglio sulla superficie.
Per quantificare questa ondulazione, abbiamo usato un parametro chiamato Sdq (la radice quadrata media del gradiente), che descrive quantitativamente il cambiamento di pendenza sulla superficie. Per le applicazioni ottiche, un cambiamento rapido di pendenza è deleterio. E i risultati dell’analisi Sdq erano chiari: le lenti più esterne avevano valori di Sdq molto più alti (fino a 182 µrad) rispetto a quelle centrali (minimo 45 µrad). In media, avevamo un Sdq di 93.3 µrad con una deviazione standard bella alta, 33.5 µrad. Questo significava che più ci si allontanava dal centro, maggiore era l’ondulazione. E siccome la velocità del mandrino era costante, la velocità superficiale era maggiore verso l’esterno, costringendo l’FTS a rispondere più velocemente.
Per capire meglio, abbiamo “spiato” il sistema FTS, catturando i segnali di comando e la posizione attuale dell’utensile a una frequenza di campionamento di 20 kHz. Dopo aver calcolato e rimosso il ritardo del servo (un dettaglio tecnico ma importante, nel nostro caso 223.5 µs), abbiamo analizzato l’errore di posizione. Ed ecco la sorpresa: a velocità superficiali elevate (es. 20 m/min), il profilo dell’errore di posizione mostrava un pattern a “ripple”, delle piccole onde. Man mano che la velocità superficiale diminuiva, questo ripple si attenuava.
Confrontando il grafico dell’errore di inseguimento con il profilo di ondulazione della superficie, abbiamo trovato una corrispondenza quasi perfetta tra il ciclo del ripple nell’errore (circa 0.75 ms a 20 m/min) e il ciclo dell’ondulazione sulla superficie (0.205 mm, che convertito in tempo dava circa 0.70 ms). Era chiaro: l’FTS, quando doveva cambiare direzione rapidamente ai bordi della traiettoria, vibrava e poi si smorzava, un po’ come una molla tirata e rilasciata. Questa osservazione ci ha anche permesso di stimare una frequenza di risonanza del sistema tra 1333 e 1428 Hz.
La Soluzione: Ottimizzare i Parametri di Taglio
Armati di queste informazioni, era il momento di agire! Abbiamo analizzato la risposta in frequenza del sistema FTS (ottenuta iniettando rumore bianco nel sistema, una tecnica standard). La frequenza di risonanza misurata era di 1367 Hz, incredibilmente vicina a quella stimata dai dati di posizione! Questo confermava che l’ondulazione era indotta proprio dalla dinamica dell’FTS.
Abbiamo anche studiato la risposta del sistema a input a gradino (“step response”) di diverse ampiezze. È emerso che il sistema non era perfettamente lineare: l’overshoot (cioè quanto l’utensile “superava” il bersaglio prima di stabilizzarsi) non aumentava proporzionalmente all’input per input grandi. Tuttavia, per input piccoli (sotto 1 µm), il sistema si comportava in modo lineare, con un overshoot costante tra il 14% e il 15%. In questa zona lineare, potevamo approssimare il sistema con un modello matematico di secondo ordine.
Usando i dati della risposta in frequenza, abbiamo derivato il rapporto di smorzamento (ζ ≈ 0.523) e la frequenza naturale (ωn ≈ 2029 Hz) del sistema. Con questi parametri, abbiamo calcolato la curva di risposta a gradino teorica, ottenendo un tempo di assestamento (“settling time”) di circa 0.001 secondi (quando l’errore rientrava nello 0.2% dell’input). Questo tempo di assestamento è cruciale: è il tempo che il sistema impiega per “calmarsi” dopo un movimento.
La strategia di lavorazione per le nostre microlenti doveva quindi tenere conto di questa dinamica. Per evitare l’ondulazione e ottenere una qualità superficiale uniforme, abbiamo deciso di mantenere una velocità superficiale costante. Basandoci sulle nostre analisi, una velocità superficiale di 5 m/min sembrava ideale, poiché rientrava nella zona di comportamento lineare del sistema e il tempo di assestamento effettivo corrispondeva a quello teorico.
Inoltre, abbiamo introdotto un “trucco”: un offset della posizione dell’utensile dalla superficie da lavorare fino a quando il sistema non si fosse stabilizzato. In pratica, l’utensile iniziava il suo percorso un po’ “sollevato” dalla superficie, per poi scendere dolcemente una volta che le vibrazioni iniziali si erano smorzate. Per una velocità superficiale di 5 m/min e le dimensioni delle nostre lenti, l’offset calcolato era di 3.7 µm, considerando il tempo di assestamento minimo di 0.001 s.
Risultati da Urlo: Onde Sparite, Qualità Alle Stelle!
E i risultati? Beh, parlano da soli. Applicando le condizioni di taglio ottimizzate (velocità superficiale costante a 5 m/min e un offset di 5 µm nella zona non tagliata), il valore medio di Sdq per l’array 10×10 è crollato da 93.3 a 49.9 µrad! E la deviazione standard? Da 33.5 a soli 3.1 µrad! Questo significa una riduzione del 53% dell’ondulazione media e una diminuzione del 90% della sua variabilità. In pratica, tutte le lenti dell’array erano ora molto più simili tra loro e con una superficie incredibilmente liscia.
Anche la rugosità superficiale (Sq) ne ha beneficiato: il valore medio di Sq e la sua deviazione standard sono passati rispettivamente da 2.8 nm e 0.78 nm a 1.6 nm e 0.28 nm. Un miglioramento notevole che ha reso la qualità superficiale molto più consistente su tutta l’array.
Cosa Abbiamo Imparato?
Questa avventura nel mondo della tornitura a diamante FTS ci ha insegnato alcune cose fondamentali:
- A velocità di mandrino costante, l’ondulazione superficiale può essere un problema serio, specialmente nelle zone esterne dell’array di lenti.
- L’analisi dei segnali di posizione dell’FTS è uno strumento potentissimo per capire l’origine di questi difetti, mostrando una chiara correlazione tra la risposta del servo e l’ondulazione.
- Caratterizzare il sistema di controllo (frequenza di risonanza, tempo di assestamento) è essenziale per sviluppare strategie di lavorazione efficaci.
- Ottimizzare i parametri di taglio, in particolare mantenendo una velocità superficiale costante e tenendo conto del tempo di assestamento del sistema, può ridurre drasticamente l’ondulazione superficiale e migliorare l’uniformità.
Sono convinto che questo studio possa dare un contributo significativo alla fabbricazione di ultraprecisione non solo di array di microlenti, ma anche di ottiche freeform e altre superfici strutturate usando sistemi FTS. Ottimizzando i parametri di taglio sulla base della strategia che abbiamo proposto, si possono migliorare considerevolmente l’accuratezza di forma e la rugosità superficiale dei componenti ottici. E questo, amici miei, apre la porta a dispositivi ottici sempre più performanti e innovativi!
Fonte: Springer





