Acciaio Maraging e Flow Forming: La Coppia Vincente per Tubi Sostenibili e Super Resistenti!
Ciao a tutti! Oggi voglio parlarvi di qualcosa che mi appassiona davvero: come possiamo rendere la produzione industriale più sostenibile senza rinunciare alle prestazioni? Sembra una sfida impossibile, vero? Eppure, nel mondo della formatura dei metalli, stiamo facendo passi da gigante. In particolare, voglio portarvi alla scoperta di una tecnica affascinante chiamata flow forming e di come l’abbiamo applicata a un materiale davvero speciale: l’acciaio maraging MLX®19. Preparatevi, perché stiamo per entrare nel cuore pulsante dell’innovazione manifatturiera!
Cos’è il Flow Forming e Perché è Sostenibile?
Immaginate di dover creare un tubo metallico senza saldature, magari per un componente di un aereo, un missile o un’auto ad alte prestazioni. Tradizionalmente, si parte da un grosso blocco di metallo (billetta forgiata) e si asporta un sacco di materiale con lavorazioni meccaniche. Il risultato? Un componente perfetto, ma anche una montagna di trucioli, uno spreco enorme di materiale prezioso ed energia. Qui entra in gioco il flow forming.
È un processo di formatura incrementale a freddo. In pratica, prendiamo una preforma tubolare e la facciamo ruotare su un mandrino, mentre dei rulli premono sulla sua superficie esterna. Questa pressione “spalma” il materiale lungo il mandrino, assottigliando la parete del tubo e allungandolo, un po’ come quando stendiamo la pasta per la pizza!
I vantaggi sono pazzeschi:
- Meno sprechi: Si parte da una preforma molto più vicina alla forma finale (near-net-shape), riducendo drasticamente il materiale da buttare. Pensate al rapporto buy-to-fly (materiale comprato vs. materiale nel prodotto finito) che passa da un terribile 20:1 a valori molto più bassi!
- Proprietà migliorate: La lavorazione a freddo incrudisce il materiale, cioè lo rende più resistente grazie alla formazione di una microstruttura più fine.
- Precisione dimensionale: Si ottengono tubi con spessori molto precisi e anche variabili lungo la lunghezza, cosa difficile ed costosa con altri metodi.
- Minore forza richiesta: La deformazione è localizzata solo nella zona sotto i rulli, quindi serve meno energia rispetto a processi come l’estrusione.
Tutto questo si traduce in un processo più efficiente, economico e, soprattutto, sostenibile, con un minore impatto ambientale e un ridotto consumo di risorse.
L’Acciaio Maraging MLX®19: Un Materiale Speciale
Ora, parliamo del protagonista metallico: l’acciaio maraging MLX®19. Non è un acciaio qualsiasi. Fa parte della famiglia degli acciai martensitici a bassissimo tenore di carbonio e ad altissima resistenza. La sua forza non deriva dal carbonio, come negli acciai tradizionali, ma dalla presenza di finissimi precipitati intermetallici che si formano durante un trattamento termico specifico (invecchiamento). Questi “ostacoli” microscopici bloccano il movimento delle dislocazioni (difetti nel reticolo cristallino), rendendo l’acciaio incredibilmente tenace.
L’MLX®19, in particolare, offre anche un’ottima resistenza alla corrosione, il che lo rende perfetto per applicazioni critiche in settori come l’aerospaziale, la difesa e l’automotive (pensate a componenti per carrelli d’atterraggio, involucri per missili, alberi di trasmissione).
La sfida era: possiamo usare il flow forming per produrre tubi in questo super-acciaio in modo efficiente e capirne il comportamento? Spoiler: sì, e i risultati sono stati illuminanti!

L’Esperimento: Mettere alla Prova il Flow Forming sull’MLX®19
Per capire come si comporta l’MLX®19 durante il flow forming, abbiamo condotto una serie di prove sperimentali. Abbiamo preso delle preforme cilindriche di questo acciaio (nello stato solubilizzato, cioè prima del trattamento di invecchiamento che dà la massima resistenza) e le abbiamo lavorate su una macchina specifica, la VUD 600.
Il parametro chiave che abbiamo variato è stata la velocità di avanzamento dei rulli (feed rate), misurata in mm per giro del pezzo (mm/rev). Abbiamo testato tre velocità: 5, 7.5 e 10 mm/rev, mantenendo costanti altri parametri come l’angolo di attacco dei rulli, il loro raggio di punta e la velocità di rotazione del mandrino. L’obiettivo era ridurre lo spessore della parete da 15 mm a circa 9 mm in tre passaggi successivi, usando un refrigerante per dissipare il calore generato.
Una cosa interessante che abbiamo notato subito è l’effetto della velocità di avanzamento sull’aspetto superficiale del tubo. A velocità più basse (5 mm/rev), tendeva a formarsi un difetto chiamato “fish scaling” (scaglie di pesce), una sorta de ondulazione irregolare. Aumentando la velocità (7.5 e 10 mm/rev), questo difetto spariva, lasciando una superficie più liscia, anche se potenzialmente un po’ più ruvida a causa dei segni lasciati dai rulli che si muovono più velocemente lungo l’asse. Questo perché a velocità più basse, il flusso di materiale non è ottimale e si creano queste irregolarità.
Dentro il Materiale: Cosa Succede alla Microstruttura?
Ma la parte più affascinante è guardare cosa succede dentro il materiale. Abbiamo preso delle sezioni dei tubi formati e le abbiamo analizzate al microscopio ottico ed elettronico (SEM) e con una tecnica chiamata EBSD (Electron Backscatter Diffraction), che ci permette di vedere l’orientamento dei singoli grani cristallini.
Il materiale di partenza aveva una tipica struttura martensitica a “listelli” (lath martensite), con una durezza di circa 350 HV. Dopo il flow forming, la situazione cambiava radicalmente, e in modo non uniforme attraverso lo spessore!
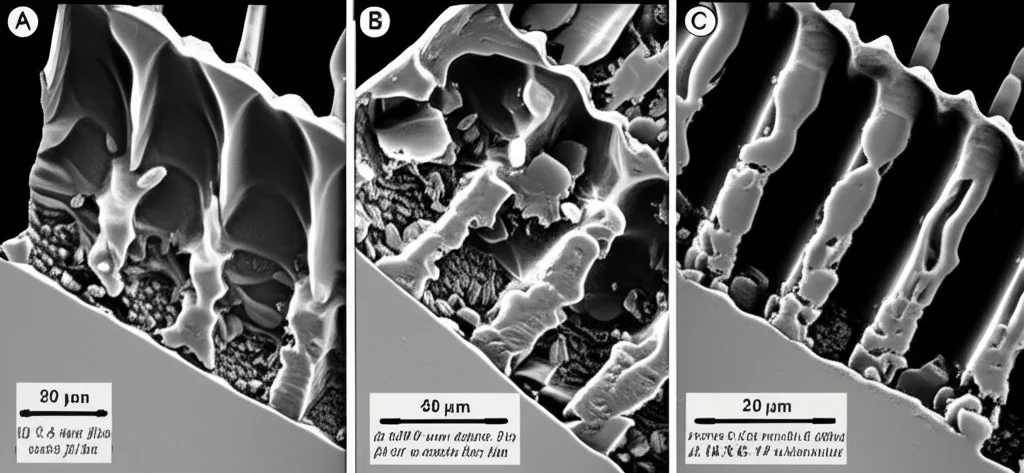
Abbiamo identificato tre zone distinte:
- Regione Esterna (SPDZ – Severe Plastic Deformation Zone): Qui, a contatto diretto con i rulli, la deformazione è stata brutale! I grani originali sono stati letteralmente stirati e frantumati, formando una struttura fibrosa con grani estremamente fini (dimensione media di soli 1.9 micrometri!) e allungati nella direzione di flusso del materiale (assiale). La durezza qui schizzava a circa 385 HV.
- Regione Centrale: Allontanandoci dalla superficie esterna, la deformazione era meno intensa. I grani erano ancora allungati e affinati rispetto al materiale di partenza, ma meno che nella zona esterna.
- Regione Interna (LPDZ – Less Plastically Deformed Zone): Vicino al mandrino, la deformazione era ancora minore. Qui abbiamo trovato grani decisamente più grossolani (dimensione media di circa 23.7 micrometri) e meno orientati. La durezza scendeva a circa 345 HV, simile a quella del materiale iniziale.
Questa eterogeneità microstrutturale è la chiave! È causata da diversi fattori che agiscono in modo diverso attraverso lo spessore:
- Gradiente di deformazione: La deformazione è massima all’esterno e minima all’interno.
- Distribuzione dello sforzo (Strain): Non uniforme attraverso lo spessore.
- Gradiente termico: L’esterno si scalda di più per l’attrito e il lavoro meccanico, ma si raffredda anche più velocemente a contatto con l’ambiente e il refrigerante. L’interno, a contatto col mandrino metallico, dissipa calore diversamente.
- Velocità di deformazione (Strain rate): Anch’essa varia attraverso lo spessore.
Un altro dato interessante viene dall’analisi dei bordi grano. Nella zona esterna, abbiamo trovato una frazione molto più alta di bordi grano ad alto angolo (HAGBs, >15° di disorientamento, circa 59.3%), indicativo di una deformazione severa che ha portato alla rotazione e alla formazione di nuovi grani molto piccoli. Nella zona interna, prevalevano i bordi grano a basso angolo (LAGBs, <15°, circa 77.3%), tipici di una deformazione meno intensa.
Texture Cristallografica: La “Personalità” Nascosta del Metallo
Oltre alla dimensione e forma dei grani, è fondamentale capire il loro orientamento preferenziale, la cosiddetta texture cristallografica. Immaginate i grani come mattoncini: la texture ci dice se sono disposti a caso o se tendono ad allinearsi in direzioni specifiche. Questo influenza moltissimo le proprietà meccaniche!
Durante il flow forming, il materiale subisce sia compressione (dai rulli) sia taglio (dovuto alla rotazione e all’avanzamento). Analizzando la texture con l’EBSD nelle diverse zone, abbiamo scoperto cose molto interessanti:
- Regione Esterna: Qui dominava una componente di texture chiamata “Goss ruotato” (left(011right)left[0overline{1 }1right]) (circa 16% del volume) e una componente “tipo Rame” (left(111right)left[0overline{1 }1right]) (circa 12.9%). La presenza significativa del Goss ruotato è un chiaro indicatore di una forte deformazione per taglio, tipica delle zone superficiali in processi come questo. La frazione totale di componenti di texture legate al taglio era circa il 14.6%.
- Regione Interna: Qui le componenti dominanti erano quella “tipo Rame” (left(111right)left[0overline{1 }1right]) (ben 24.5%) e una componente (left(211right)left[011right]) (13.6%), entrambe associate principalmente a una deformazione per compressione. La componente Goss ruotato era molto più debole (circa 6.5%), e la frazione totale di texture di taglio era solo dell’8.3%.
Quindi, l’analisi della texture conferma l’idea: l’esterno del tubo subisce un mix di compressione e taglio intenso, mentre l’interno è dominato dalla compressione. Questa differenza nei meccanismi di deformazione spiega perfettamente l’eterogeneità microstrutturale che avevamo osservato!
Forza vs. Duttilità: Le Proprietà Meccaniche Finali
Alla fine, quello che conta sono le prestazioni del componente. Abbiamo quindi eseguito delle prove di trazione sui campioni prelevati dai tubi formati (in direzione assiale) e li abbiamo confrontati con il materiale di partenza.
I risultati? Come previsto dalla microstruttura più fine, il materiale formato per flow forming era significativamente più resistente! La resistenza a trazione massima (UTS) è passata da circa 1030 MPa nel materiale di partenza a ben 1159 MPa nel materiale formato. Questo è un classico esempio della legge di Hall-Petch: grani più piccoli = maggiore resistenza.
Tuttavia, c’è sempre un rovescio della medaglia. L’aumento di resistenza, dovuto ai grani più fini e all’aumento della densità di dislocazioni che ostacolano la deformazione plastica, ha comportato una riduzione della duttilità (la capacità del materiale di deformarsi prima di rompersi). L’allungamento a rottura è sceso da circa il 17% a circa il 5%.
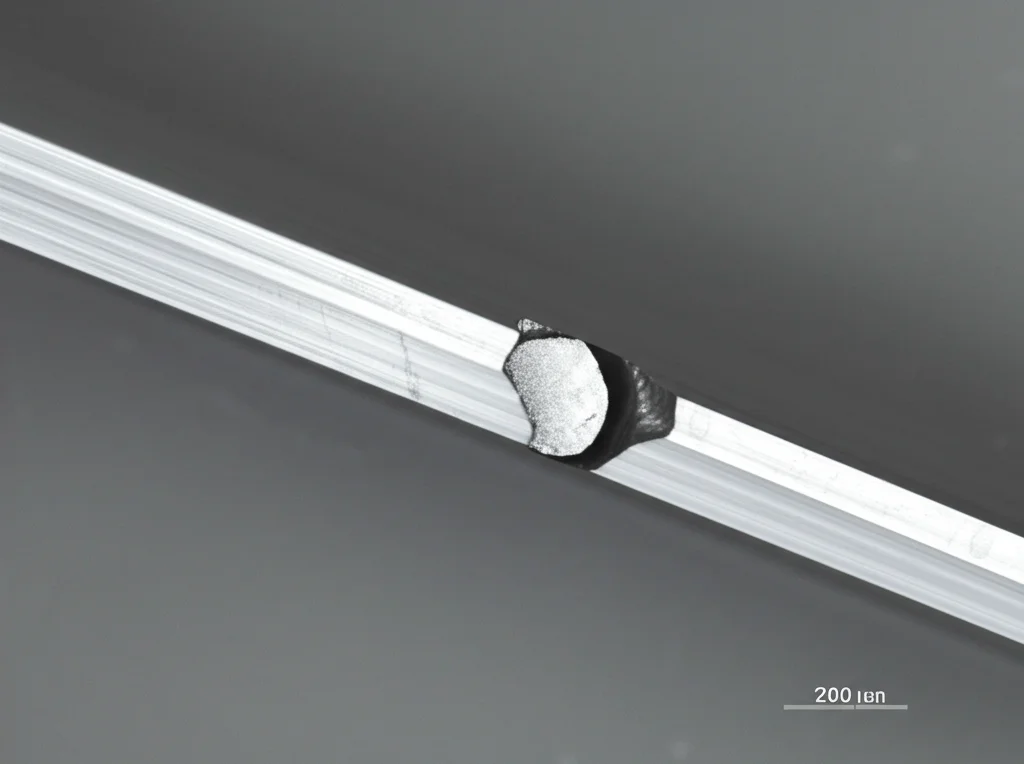
È importante notare, però, che analizzando la superficie di frattura dei campioni di trazione, abbiamo osservato una tipica frattura duttile “a coppa e cono”, caratterizzata dalla presenza di “dimples” (piccole cavità). Questo significa che, nonostante la duttilità ridotta, il meccanismo di rottura è rimasto prevalentemente duttile, il che è generalmente positivo in termini di affidabilità strutturale.
Conclusioni: Un Futuro Sostenibile e Performante
Cosa ci portiamo a casa da questa immersione nel flow forming dell’acciaio maraging MLX®19?
Innanzitutto, abbiamo confermato che il flow forming è una via efficace e sostenibile per produrre componenti tubolari ad alte prestazioni con questo materiale avanzato, riducendo sprechi e costi.
Abbiamo visto come i parametri di processo, in particolare la velocità di avanzamento, influenzino la qualità superficiale e, soprattutto, come inducano una profonda trasformazione della microstruttura interna. Questa trasformazione non è uniforme: l’esterno subisce una deformazione plastica severa con forte componente di taglio, risultando in grani ultrafini e alta durezza; l’interno, invece, subisce una deformazione prevalentemente compressiva e meno intensa, mantenendo una struttura più grossolana.
Questa eterogeneità, governata dai gradienti di deformazione e termici, si riflette direttamente sulle proprietà meccaniche: maggiore resistenza, minore duttilità. Capire queste relazioni struttura-proprietà è fondamentale per ottimizzare il processo e ottenere componenti con le caratteristiche desiderate per applicazioni specifiche.
Il flow forming, quindi, non è solo una tecnica produttiva, ma uno strumento potente per “scolpire” la microstruttura dei metalli e modularne le proprietà, aprendo la strada a componenti più leggeri, più resistenti e realizzati in modo più rispettoso dell’ambiente. Il futuro della manifattura passa anche da qui!
Fonte: Springer





