AlSi10Mg Stampato in 3D: Durezza e Incrudimento Svelati Senza Sforzo (o Quasi!)
Ciao a tutti, appassionati di innovazione e materiali del futuro! Oggi voglio parlarvi di qualcosa che mi sta particolarmente a cuore e che sta rivoluzionando il modo in cui pensiamo e produciamo componenti metallici, specialmente in settori super esigenti come l’aerospaziale: la lega di alluminio AlSi10Mg prodotta tramite fusione a letto di polvere mediante fascio laser (PBF-LB). Una parola lunga, lo so, ma fidatevi, la tecnologia è affascinante!
Immaginate di poter “stampare” pezzi di metallo leggeri ma incredibilmente resistenti, con geometrie complesse che sarebbero un incubo (o impossibili) da realizzare con i metodi tradizionali. Ecco, la PBF-LB ci permette di fare proprio questo. Tuttavia, come ogni tecnologia emergente, presenta delle sfide. Una di queste è che le proprietà meccaniche dei pezzi stampati, come la resistenza o la durezza, possono variare parecchio a seconda di come li orientiamo durante la stampa. È un po’ come cucinare: la stessa ricetta può dare risultati diversi a seconda di piccoli accorgimenti!
Il Mistero dell’Incrudimento e l’Anisotropia
Uno dei fenomeni chiave che entra in gioco è l’incrudimento (in inglese, work hardening o strain hardening). Non spaventatevi, è un concetto più semplice di quanto sembri. In pratica, quando un metallo viene deformato plasticamente (cioè in modo permanente, pensate a piegare un cucchiaio), la sua struttura interna si modifica, diventando più resistente e dura. Questo succede anche con i metalli stampati in 3D.
Il “problema”, o meglio, la caratteristica interessante dell’AlSi10Mg prodotto con PBF-LB è la sua anisotropia. Significa che le sue proprietà meccaniche non sono uguali in tutte le direzioni. Un pezzo stampato in verticale potrebbe comportarsi diversamente da uno stampato in orizzontale. Capire e prevedere questo comportamento è fondamentale per progettare componenti affidabili.
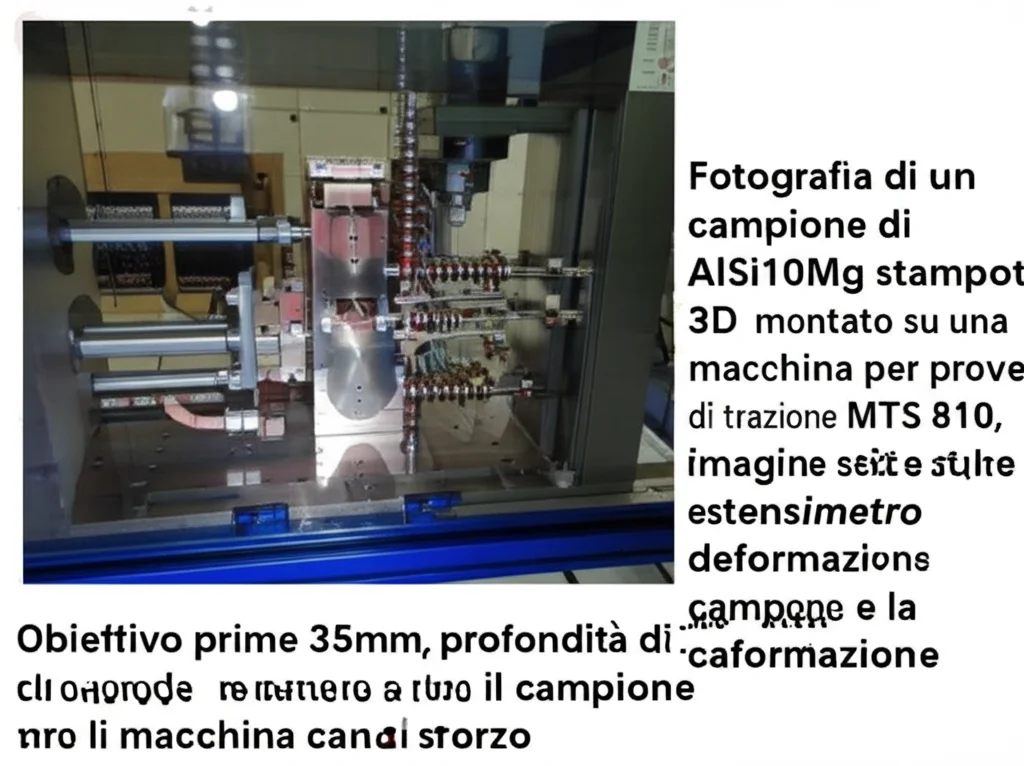
Nello studio che vi racconto oggi, ci siamo concentrati proprio su questo: analizzare a fondo le proprietà meccaniche dell’AlSi10Mg, tra cui la resistenza a trazione (UTS), l’allungamento a rottura, il limite di snervamento (YS), la capacità di incrudimento, la tenacità e, ovviamente, la durezza. E l’abbiamo fatto testando campioni stampati con ben sei orientazioni diverse! Pensate a quanto lavoro!
Modelli Matematici alla Riscossa: Hollomon e Voce
Per descrivere l’incrudimento, in letteratura si usano spesso due modelli matematici: quello di Hollomon e quello di Voce. Sono come due lenti diverse per osservare lo stesso fenomeno. Noi abbiamo voluto vedere quale dei due funzionasse meglio per il nostro AlSi10Mg stampato in 3D e, non contenti, abbiamo cercato di migliorarli!
Abbiamo utilizzato un metodo di ottimizzazione chiamato Levenberg-Marquardt (LM) per “aggiustare” i parametri di questi modelli e farli aderire il più possibile ai dati sperimentali ottenuti dalle prove di trazione. E indovinate un po’? Le versioni “migliorate” dei modelli di Hollomon e Voce si sono dimostrate nettamente superiori nel prevedere il comportamento di incrudimento del materiale rispetto alle loro versioni originali. In particolare, il modello di Voce migliorato (Voce_LM) è risultato il campione, soprattutto perché riesce a catturare meglio un fenomeno chiamato “saturazione” che si osserva nelle curve di incrudimento a deformazioni elevate. L’equazione di Hollomon, invece, tende a sovrastimare la resistenza a grandi deformazioni.
Abbiamo notato, ad esempio, che per i campioni stampati parallelamente al piano di costruzione (orientazioni XY, XY-45° in-plane, YX), il modello di Hollomon originale se la cavava leggermente meglio. Ma per quelli stampati fuori piano (XZ, XY-45° out-of-plane, ZX), il modello di Voce era più preciso, proprio grazie alla sua capacità di descrivere la saturazione dell’incrudimento. Con il metodo LM, però, Voce_LM ha mostrato una superiorità generale, raggiungendo coefficienti di determinazione (R2) vicinissimi a 0.999, praticamente una predizione perfetta!
L’Orientazione di Stampa: Un Fattore Decisivo
Ma perché tutta questa attenzione all’orientazione di stampa? Beh, perché influenza tantissimo come il materiale si comporta! Ad esempio, la tenacità, che è una misura della capacità di un materiale di assorbire energia prima di rompersi (pensatela come una combinazione di resistenza e duttilità), variava significativamente.
Abbiamo scoperto che la variazione della tenacità era dominata più dall’allungamento a rottura che dalla resistenza a trazione (UTS). In parole povere, quanto il materiale si “allunga” prima di spezzarsi è cruciale. L’orientazione XZ (campione stampato perpendicolarmente al piano di costruzione) ha mostrato la tenacità più alta (21.4 MJ·m−3), proprio perché aveva il maggior allungamento a rottura, pur non avendo l’UTS più elevato in assoluto. Questo ci dice che se cerchiamo un buon equilibrio tra resistenza e duttilità, l’orientazione XZ è la nostra amica!
Anche la capacità di incrudimento (Hc), calcolata come (UTS-YS)/YS, ha mostrato variazioni. Curiosamente, i range di Hc per i campioni “as-built” (cioè così come escono dalla stampante) e quelli trattati termicamente (HT) erano molto simili. Questo potrebbe dipendere dalla grande varietà di parametri di stampa e trattamenti termici riportati in letteratura, che rendono i confronti un po’ un campo minato.
La Vera Chicca: Stimare la Durezza Vickers senza Test di Durezza!
E ora, tenetevi forte, perché arriva la parte che trovo più entusiasmante e potenzialmente rivoluzionaria di questo lavoro. Abbiamo proposto un metodo per stimare la durezza Vickers (una misura standard della durezza di un materiale) utilizzando esclusivamente i dati ottenuti dalle prove di trazione e i parametri di incrudimento!
Avete capito bene: niente più necessità di macchinari specifici per i test di durezza, che possono essere costosi o non sempre disponibili. Potremmo ottenere una stima affidabile della durezza semplicemente analizzando la curva sforzo-deformazione. Come? Abbiamo usato delle relazioni empiriche già esistenti in letteratura che legano la durezza Vickers al limite di snervamento (YS) o alla resistenza a trazione (UTS) e all’esponente di incrudimento di Hollomon (nH).
Certo, queste equazioni originariamente erano state pensate per materiali prodotti con altri metodi (constrained groove pressing) e non specificamente per leghe stampate in 3D con le loro complessità e anisotropie. Tuttavia, i risultati sono stati sorprendentemente buoni!
Ad esempio, usando l’equazione che lega la durezza all’UTS e all’esponente di incrudimento nH (ottenuto sia dal metodo Hollomon originale che da quello migliorato Hollomon_LM), abbiamo ottenuto stime molto vicine ai valori di durezza misurati sperimentalmente. Per alcune orientazioni, l’equazione che usa nH_LM era più precisa, per altre quella con nH_original.
È chiaro che c’è un margine di errore, dovuto al fatto che ogni parametro sperimentale ha una sua incertezza, e combinandoli l’errore può amplificarsi. Ma il potenziale è enorme: risparmiare tempo e costi, soprattutto quando non si ha accesso a laboratori super attrezzati.
Cosa Abbiamo Imparato e Dove Andiamo?
Ricapitolando, questo studio ci ha dato un sacco di informazioni preziose:
- La tenacità dell’AlSi10Mg stampato con PBF-LB dipende molto dall’orientazione di stampa, e l’allungamento a rottura gioca un ruolo da protagonista.
- I range della capacità di incrudimento sono simili tra campioni “as-built” e trattati termicamente, probabilmente a causa della variabilità dei parametri di processo usati nei diversi studi.
- Il metodo Levenberg-Marquardt (LM) migliora significativamente l’accuratezza dei modelli di Hollomon e Voce nel descrivere l’incrudimento, con il modello Voce_LM che si è dimostrato il più preciso.
- Abbiamo proposto un nuovo approccio per stimare la durezza Vickers basandosi solo sui dati delle prove di trazione, una vera manna dal cielo per chi cerca efficienza e riduzione dei costi.
Certo, la strada è ancora lunga. Le equazioni per stimare la durezza andrebbero affinate specificamente per i materiali prodotti con PBF-LB, tenendo conto di fattori come trattamenti termici, velocità di deformazione e temperatura di prova. Sarebbe anche interessante estendere questo modello ad altri sistemi di materiali e confrontare i modelli di Hollomon e Voce con altri, come quelli di Kocks-Mecking o Swift.

Ma il primo passo è fatto, e credo sia un passo importante verso una comprensione più profonda e una caratterizzazione più agile di questi fantastici materiali stampati in 3D. La possibilità di prevedere proprietà complesse come la durezza da test più semplici è una prospettiva davvero allettante, non trovate? Continueremo a scavare, sperimentare e, spero, a portarvi altre scoperte affascinanti dal mondo della scienza dei materiali! Alla prossima!
Fonte: Springer